
Tub de protecție termocontractabil

Aplicație
1. Folosit pentru tensiune medie de până la 36 kV
2.Protecție împotriva umezelii și presiunii
3. Potrivit pentru terminarea cablului și protecția izolației de conectare intermediară
Caracteristică
1. Adezivul cu topire la cald oferă o mai bună rezistență la apă
Tip de acoperire: acoperire cu film
2. Rezistență excelentă la coroziune
3. Rezistență UV și rezistență la intemperii
4.Fără halogeni
5.Proprietăți electrice și mecanice superioare
6. Raport de contracție 3:1
6.Perete mediu
Caracteristică
1.Funcția de preferință a aparatului electric
2.Izolație fiabilă
3. Etanșare ermetică superioară
4. Rezistent excelent la căldură/rece, rezistent la apă, anti-îmbătrânire,
5. Folosit pe scară largă în domeniul energiei electrice, electronice, petrol, inginerie chimică, construcții și comunicații
Producția de tuburi termocontractabile trebuie să selecteze mai întâi masterbatch-ul adecvat și apoi să selecteze materialele auxiliare pentru a produce anumite
Carcasa termică.
1. Procesul de producție a tubului termocontractabil este în primul rând producția de masterbatch de lipitori din polienă: combinând diverse materiale de bază pentru lipitori din polienă cu diverse materiale auxiliare funcționale
Materialele sunt cântărite conform raportului de formulă și apoi amestecate: materialele amestecate sunt introduse într-un extruder cu două șuruburi și peletizate pentru a produce un masterbatch funcțional de lipitori de polienă.
2. Procesul de turnare a produsului: în funcție de forma produsului, pot fi utilizate două metode de extrudare cu un singur șurub și turnare prin injecție.
Pentru procesare și producție:
1. Tip de extrudare cu un singur șurub: utilizat în principal pentru turnarea prin extrudare a țevilor radiatoare, cum ar fi tuburile termocontractabile cu un singur perete, tuburile termocontractabile cu perete dublu cu adeziv și grosime medie
Țevile radiatorului de perete, țevile radiatorului de înaltă presiune pentru bare colectoare, țevile termocontractibile la temperatură înaltă și alte produse sunt toate procesate și formate prin extrudare cu un singur șurub.
Linia de producție a tubului termocontractabil trebuie să aibă următoarele echipamente: extruder (formarea tubului radiator), matriță de producție, rezervor de apă de răcire, dispozitiv de tensionare și
Dispozitiv de disc etc.
2. Turnare prin injecție: utilizat în principal pentru producția de piese termocontractabile cu formă specială, cum ar fi capace de radiator, fuste umbrelă termocontractabile, pătuțuri termocontractabile pentru degete și alte produse
Toate folosesc turnare prin injecție, iar echipamentele de producție ar trebui să includă mașini de turnat prin injecție și matrițe de injecție.
3. Următorul pas important este reticularea radiațiilor.Produsele formate prin extrudare sau turnare prin injecție sunt încă structuri moleculare liniare.
Structură, produsul nu are încă „funcția de memorie”, iar performanța rezistenței la temperatură, a rezistenței la îmbătrânire și a rezistenței la uzură nu este suficientă.
Modificați structura moleculară a produsului.Metoda pe care o folosim de obicei este modificarea reticulare a radiațiilor: reticulare a radiației acceleratorului de electroni, radiație sursă de cobalt
Reticulare, reticulare chimică cu peroxid, în acest moment molecula se schimbă de la o structură moleculară liniară la o structură de rețea.Produsele extrudate trec
După reticulare, are un „efect de memorie”, care îmbunătățește foarte mult rezistența la temperatură, proprietățile mecanice și proprietățile chimice ale tubului termocontractabil.Tabelul specific
Acum tubul radiatorului s-a schimbat de la starea de toleranță la incompatibil, rezistență la îmbătrânire, rezistență la abraziune și rezistență la coroziune chimică.
4. Turnare prin expansiune: Produsul modificat prin reticulare prin radiație are deja un „efect de memorie a formei” și are un
Performanță de netopire la temperatură.După încălzire la temperatură înaltă, suflare în vid și răcire, acesta devine tubul termocontractabil finit și apoi în funcție de tub
Situația reală a ambalării și închiderii produsului finit poate fi, de asemenea, tăiată și imprimată în funcție de nevoile clientului.Este disponibil și ambalaj normal neutru.
Performanţă
| Test | Metoda de test | Cerinţă |
| Temperatura de Operare | UL 224 | -50 până la +125 ℃ |
| Rezistență la tracțiune | ASTM D 2671 | ≥14 Mpa |
| Alungire la rupere | ASTM D 2671 | >400% |
| Alungire la rupere după îmbătrânirea la căldură | ASTM D 2671 158℃/168 ore | ≥300% |
| Contracție longitudinală | UL 224 | 0±5% |
| Rata parțială a peretelui | ASTM D 2671 | sub 30% |
| Ignifugare | VW-1 | Trece |
| Rezistivitatea volumului | IEC 93 | >1014Ω.m |
| Stabilitatea cuprului | UL224 | Trece |
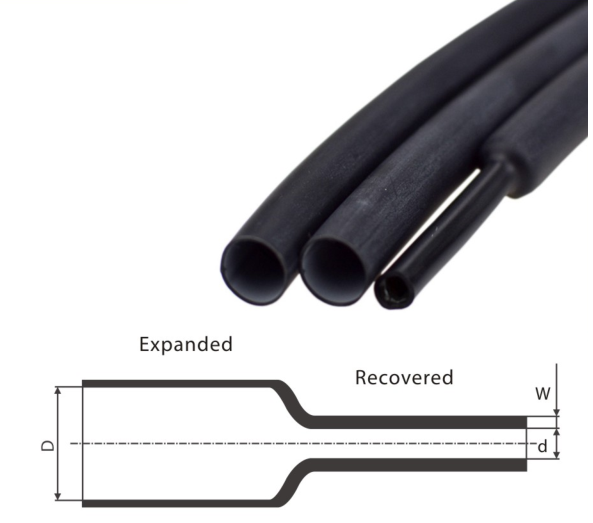
| Tip | Gama de diametre de aplicare (mm) | extins (mm) | Recuperat (mm) | |
| D(min) | d(max) | W(min) | ||
| HTG-50/18 | 17-35 | 50 | 18 | 2.2 |
| HTG-66/20 | 21-45 | 66 | 20 | 2.2 |
| HTG-70/25 | 24-52 | 70 | 25 | 2.2 |
| HTG-90/30 | 32-66 | 90 | 30 | 2.5 |
| HTG-105/35 | 32-66 | 105 | 35 | 2.5 |
| HTG-120/40 | 38-80 | 120 | 40 | 2.5 |
| HTG-135/45 | 45-98 | 135 | 35 | 2.5 |
| HTG-150/50 | 55-112 | 150 | 50 | 3 |
 Î: PUTEȚI NE AJUTA LA IMPROȚIONARE ȘI EXPORTAȚI?
Î: PUTEȚI NE AJUTA LA IMPROȚIONARE ȘI EXPORTAȚI?
A: Vom avea o echipă profesionistă care să vă servească.
Î: CARE SUNT CERTIFICATELE AI?
A: Avem certificate ISO, CE, BV, SGS.
Î: CARE ESTE PERIOADA TA DE GARANȚIE?
A:1 an in general.
Î: PUTEȚI FACE SERVICE OEM?
A:Da putem.
Î: CE TIMP DE CONDUCERE?
A: Modelele noastre standard sunt în stoc, ca și pentru comenzile mari, durează aproximativ 15 zile.
Î: PUTEȚI OFERI PROBE GRATUITE?
A: Da, vă rugăm să ne contactați pentru a cunoaște politica eșantionului.





